工作
2016年12月16日 10:44 PM | 投稿者名: treasure
プロジェクト進捗状況です。そろそろ年末で忙しくなってきましたが、正月休みに集中して作業できる様にしようと、周辺作業を進めています。
1.調整用直線ホイホイ
既報通り完成しました。
2.車庫分岐の舗装
これも既報通り完成です。
3.右亘り線
既報通り途中中断としました。
4.ループ線

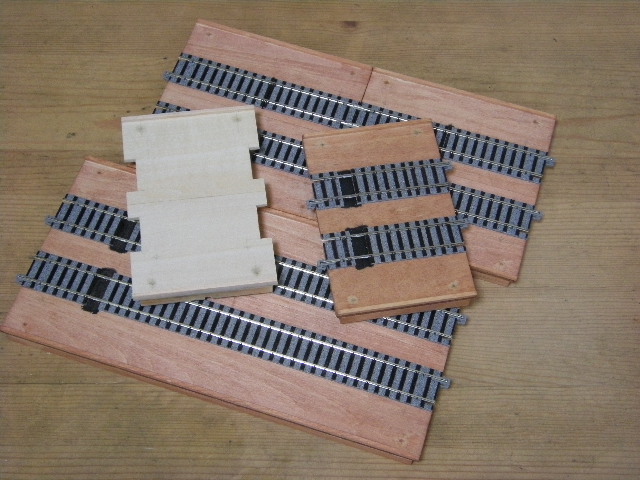
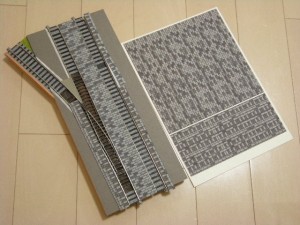
ボードの組立を進めています。交差部は表裏逆転させて、全体をp型からq型へ変更しました。ボード表面の罫書きは、直線はべニア端部からの距離をカーソル付スケールで写し取り、間を直線で結ぶことで、曲線部は、線路中心線に18 mm間隔で0.8 mmφ孔を垂直に開け、間を半径250 mm曲線のテンプレートで結ぶことで表裏反転させました。18 mm間隔というのは、ユニトラック枕木仮止め用のスパイク間隔です。孔を垂直に開けるには、Northwest ShortlineのSENSIPRESSと、それに付けて使うDRILL/TAP HOLDER(Micro Mark製品)を使用しました。まぁ、実用上充分な精度で表裏反転が出来たのではないかと考えています。

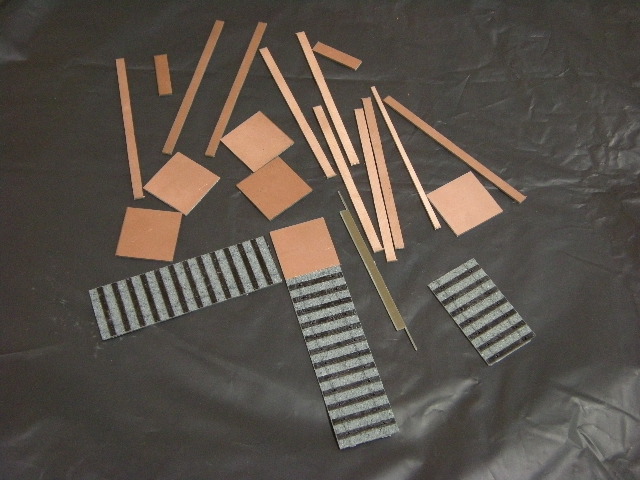
クロスに使用するPCB枕木も、写真の様に切り出しました。幅はちょっと広いのですが、1)昔サンプルとして買った、英国製路面用分岐が、4 mm幅のPCB枕木を使っていたこと、2)下に挟む予定の情報カード裏面に5 mm方眼が印刷されていて、5 mm幅の帯ならば、切り出す手数が大幅に省けること、3)どうせ舗装の下に埋めてしまうのだから、幅なんかどうでもいいこと、という3つの理由から、5 mmにしてみました。端材も写っていますが、これらは利用する日もあるかもしれない… ということで保管しています。正方形の板は、近い将来作ろうと計画している、直交クロス用です。

PCBは、使われている方も多い、PROXXONのミニサーキュラソウテーブルに、60 mmφのダイヤモンドブレードを付けて切り出しました。材質は、どうも紙フェノール基板では、熱を加えた時にパチンと銅箔が浮くことが多々あったので、ガラスエポキシ基板を驕りました。「腕が悪い」とか、「オーバースペック」とか色々言われておりますが、1)数量的にはそう多くない、2)きちんとした代物を作るのが先決、ということで、材料単価が高いことは甘受しております。
さてこのペースで、正月休みに線路敷設が出来ますでしょうか…
カテゴリー:ホイホイ・MTCC規格モジュール, 工作, 江東電気軌道(KDK) |
コメント(0)
2016年11月28日 10:24 PM | 投稿者名: treasure
引き続き、ホイホイ基板の製作方法を備忘録的に書いていきます。

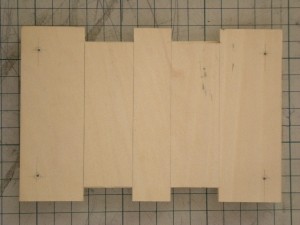
ここからはある意味、時間との競争になりますので、写真が充分ではありませんが、とにかく、ホイホイ側面に位置する角材を白ボンドで接着し、ずれ止めの#70用スパイクを打ったら、この様に平面の出た、厚手べニア板の上に置きます。弊社では9 mm厚のべニアを使っており、特に上板に接する面はシナべニアとして、平面を出しています。

その後直ちにべニア板を重ね、更に重錘を載せて圧着します。重錘には何時も手軽なところで、雑誌を載せています。本は結構重いので、これで充分かと思っています。
で、接着後の姿がこちらです。この後、肋材の長さをNTドレッサーで調整して、黄ボンドで接着し、上と同様に圧着します。
カテゴリー:ホイホイ・MTCC規格モジュール, 工作, 江東電気軌道(KDK) |
コメント(0)
2016年11月8日 9:30 PM | 投稿者名: treasure
プロジェクト進捗状況です。2016関東合運は終わりましたが、次回に向けて、色々やることが山積みです。
1.調整用直線ホイホイ
既報通り完成しました。
2.車庫分岐の舗装
これも既報通り完成です。
3.右亘り線
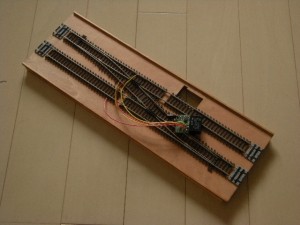
2016関東合運でよく見てみると、亘り線は結構あちこちに入っていますし、その他折り返し部の留置線等々も考えますと、とても一箇所を変える位で左側通行を右側通行に転換できる程甘くないことに、今更乍ら気付きました。他に優先すべきものも多数ありますので、このプロジェクトはここで中断とします。今後は個人用としてこのまま作るか、ボードを利用して左亘りに変更して仕立てるか、ちょっと考えたいと思います。対行配線の左亘りはありませんので、いずれ作る必要はありますので…
4.ループ線

ボードの組立を開始しました。直線とか、単線250R90°曲線とかは、既に製作した経験がありますので余り新規味はありませんが、まぁ頑張りましょう。
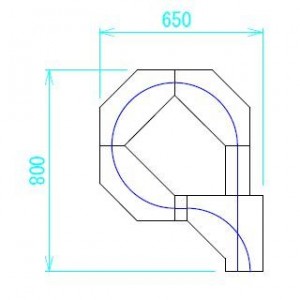
で、弊クラブのホイホイを眺めてみると、p型のループは幾つかありますし、Ω型のループも2つあります。でも、q型のループは1つしかない様です(それも複線なので、結構大きい…)。ということで、未だ肝心の交差部に着手していなかったのを幸い、p型からq型へ変更しようと思います。ボード表面の罫書きが表裏逆になりますので、如何に写すか、が課題です。まぁ、弊社のプラクティスでは、曲線は線路中心線に連続的に孔を開け、ユニトラックの枕木を2つ1組にして、中心に開けた孔をガイドに仮スパイクして敷設しますので、裏から垂直を保ちつつ孔を開けてやれば何とかなるのではないかと考えています。
年末まであと2ヶ月もないのですが、精々頑張りましょう。
カテゴリー:ホイホイ・MTCC規格モジュール, 工作, 江東電気軌道(KDK) |
コメント(0)
2016年10月6日 8:47 PM | 投稿者名: treasure
プロジェクト進捗状況です。週末は2016関東合運ですので、それに向けて最後の追い込みです。
1.調整用直線ホイホイ

接続試験ではボードのままだった300 mmL×1、150 mmL×2、100 mmL×1の4枚の舗装を済ませました。完成です。
もうひとつの100 mmLは、幸い手配が付きましたので、ニスを塗った段階で停止しています。関東合運にはボードの例示用に持っていきましょう。
2.車庫分岐
こちらは進んでいません。何とか今晩・明晩のうちに、レール外側の敷石だけは貼ろうと、敷石シールの切り継ぎ位置を検討しているところです。

線路間のインサートは、既成品のポイント部のみは塗装済みなのですが、その他の部分をどうするか、未だ決心がついていませんので保留です。ちょっと気分を変えて、全部Walthersのインサートにして、セメント舗装にしてしまおうかとも考えています。
3.右亘り線
4.ループ線
進捗なしです。
カテゴリー:ホイホイ・MTCC規格モジュール, 工作, 江東電気軌道(KDK) |
コメント(0)
2016年7月29日 7:58 PM | 投稿者名: treasure
プロジェクト進捗状況です。自然状況が常ならず、仕事に振り回されている毎日であるため、捗々しくありません。
1.調整用直線ホイホイ
300 mmL×1、150 mmL×2、100 mmL×1の4枚は、ユニトラ軌框をスパイクし終わりました。

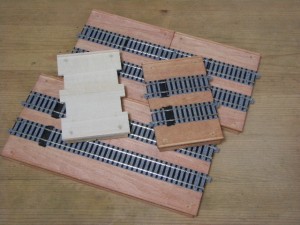
次回関東合運での線路配置を微修正したため、もうひとつ100 mmLが必要になることが判明しました。そこで、廃材を遣り繰りしてボードを作成することにしました。桧角材は少なくとも10年、温めていた切れ端で、いい感じに枯れています。べニア板は先日ご覧頂いた、ループ線ボードの廃材から切り出した100×75 mmです。2枚並列に並べて、下から当て板を当てて接着する算段です(スカーフ継ぎは面倒臭いので止めました)。流石に、保護用の3×3 mm角材の手持ちはなく、これだけは新規に購入しました。

で、何とか生地完成まで持ち込みました。ユニトラ軌框は、ループ線用に「縁側落し」をしたものが未だありますから、それを充当することにしております。
2.車庫分岐
3.右亘り線
4.ループ線
進捗なしです。特にループ線は、それ用に「縁側落し」をしたユニトラックを100 mmLホイホイに流用してしまったので、時間がかかりそうです。まあ、何か『急速整備」があった時に充当すべく、予め「縁側落し」をしたユニトラックを蓄積してあったのは事実ですが…
カテゴリー:工作, 江東電気軌道(KDK) |
コメント(0)
« 古い記事
新しい記事 »